广东兆功科技有限公司
联系人:邓总、阙小姐
电话:0750-8868298
手机:13676187550、18022938699
邮箱:1679185299@qq.com
传真:0750-8868598
网址:www.gdzhaogong.com
地址:广东鹤山市雅瑶镇朝阳工业园雅东路1号
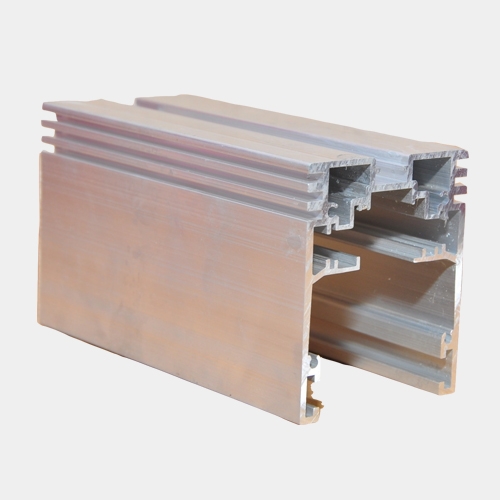
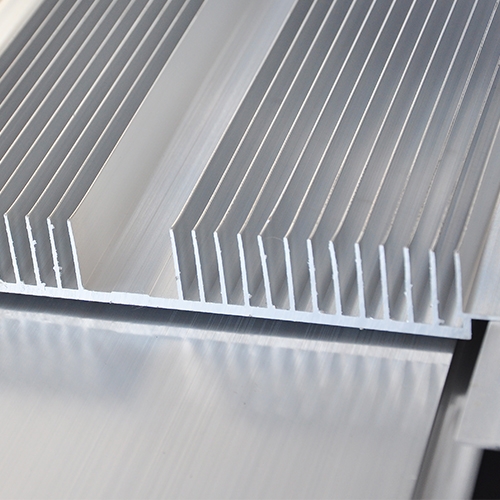
在铝散热器表面处理加工铝合金产品的时候,总会有一个常见的问题——工件表面发生流痕。它产生的原因比较复杂,可能跟杂质、ph、水洗等等都有关系,除此之外,还有很多其他常见问题,接下来笔者把一些常见的原因整合一下。
1.阳极氧化膜厚不足,导致后期表面处理颜色出现深浅不一致。检查阳极氧化工艺是否规范,看温度,电压,导电等因素是否稳定,若有异常,请相应调整规范,若无异常,可适当延长氧化时间,保证膜厚达到相应厚度。而且要注意氧化后膜孔内是否有残酸,否则会产生染色发花露白,必要时可以加ht400表调剂清除残酸。
2.染液的PH值太高导致颜色后期产品出现掉色或者封不上等问题。偏高或者偏低都会影响,可用冰醋酸将PH值调至规范值。
3.选用的染料不当,导致工件在染色槽中缺少必要的元素,铝散热器上色不均。选用合适染料,更换原着色槽。
4.氧化后的产品放置在空气中时间过长,造成氧化膜孔与空中水分和杂质结合,堵塞,新产生的氧化膜较容易着色。产品氧化后应该尽快进行着色及相关封孔处理。
5.水洗不干净,表面留有残液。水洗在氧化工艺中占到的步骤比较多,合格的水洗会减少很多氧化方面的问题,有必要的话可以在化抛的时候加入ht60化学抛光去冲孔剂,直接控制酸液,达到降低水洗难度效果。
6.碱洗流痕,碱液在铝表面流动发生的碱蚀痕迹,碱液局部腐蚀铝工件。缩短碱洗槽转移到水洗的时间,降低碱洗液的温度;降低碱洗槽液的腐蚀性;
7.挂具设置的不合理和操作问题。氧化产品装挂入槽前的检查,注意悬挂位置是否正确,按岗位规范流程进行操作。;铝散热器特点着色时产品相互挤压和叠加,氧化后的产品应尽快同挂夹具直接进行着色处理, 以免产品卸挂后于篮筐中相互重叠抖动时碰伤着色膜等。
8.氧化层表面粘有灰尘,到时灰尘杂质阻挡槽液与氧化层作用处理。用水清洗产品表面清除灰尘;
9.染料内有不溶性杂质。更换无杂质的染料,或者对着色液进行过滤,除去不溶杂质;
10.着色液中染料浓度过低。 适当补充染料,染料的质量浓度应根据所用染料和着色深度而定,一般为0.5~5.0g/L。着浅色时,染料质量浓度为0.5~1.0g/L;着深色时为5~10g/L,着黑色则可达 10 ~ 15g/L。在某些情况下,可用延长着色处理时间的方法使染料分子充分渗透到氧化膜空隙深处,以增加颜色深度,并有利于固色和均匀性,可对照颜料提供商提供的色卡使用;
11.铝散热器着色处理时间短,适当延长着色时间,着色时间短,则色浅易褪色;着色时间过长,则色泽过深,表面易发花,掉色等,所以时间的控制也非常的重要;
12.封闭槽杂质过多,封闭剂质量问题,换别的铝材表面处理添加剂厂家试试;
13.铝阳极氧化后,切忌直接放入烘道,应先悬挂晾干时间30分钟左右,再进入低温(60~80℃)烘烤1~2小时,时间可以根据工件大小和复杂程度,适当调整。
如果有条件,阳极氧化后用吹风机吹掉表面的水分,必须常温吹,不能加热吹。
这些都是比较常见的一些原因,而且控制上也不是很复杂,关键在于生产人员能否严格按照生产标准来进行操作。