广东兆功科技有限公司
联系人:邓总、阙小姐
电话:0750-8868298
手机:13676187550、18022938699
邮箱:1679185299@qq.com
传真:0750-8868598
网址:www.gdzhaogong.com
地址:广东鹤山市雅瑶镇朝阳工业园雅东路1号
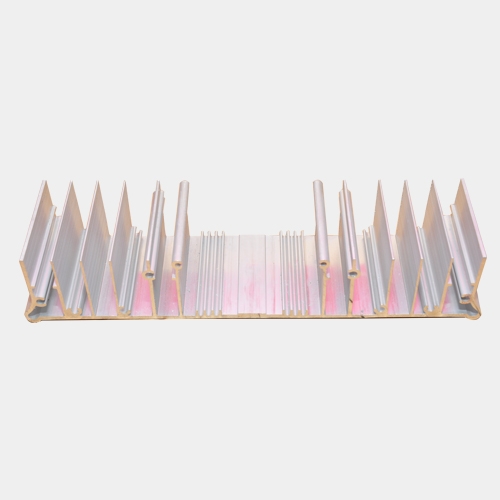
铝型材散热器是目前为常见的一种型材散热器,其独有的铝型材制造工艺,到目前为止,铝型材散热器仍然占据着相当一部分市场。为增加其鳍片的散热面积,纯铝型材散热器常用的铝型材加工手段是铝挤压技术,而评价一款纯铝型材散热器的主要指标是散热器底座的厚度和pin-fin比。pin是指散热片的鳍片的高度,fin是指相邻的两枚鳍片之间的距离。pin-fin比是用pin的高度(不含底座厚度)除以fin,pin-fin 比越大意味着散热器的有效散热面积越大,代表铝挤压技术越先进。
目前常用的铝型材散热器的加工成型技术
从某些角度看,铝型材散热器的加工成型技术决定了铝型材散热器的性能,也是铝型材厂家技术实力的重要体现。目前散热器的主流成型技术多为如下几类:
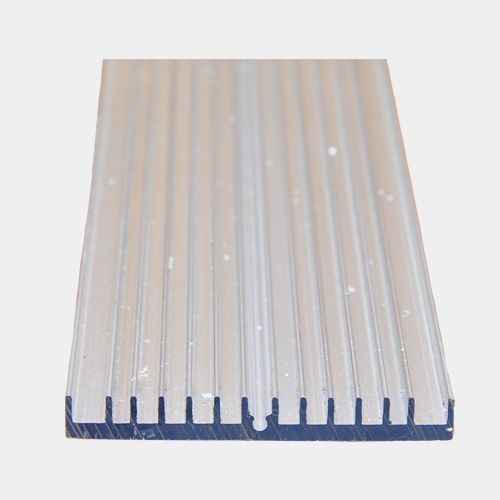
铝挤压技术(extruded)
铝挤压技术简单的说就是将铝锭高温加热至约 520~540℃,在高压下让铝液流经具有沟槽的挤型模具,作出散热片初胚,然再对散热片初胚进行裁剪、剖沟等处理后就做成了我们常见到的散热片。铝挤压技术较易实现,且设备成本相对较低,也使其在前些年的低端市场得到广泛的应用。一般常用的铝挤型材料为 aa6063,其具有良好热传导率(约160~180 w/m.k)与加工性。不过由于受到本身材质的限制散热鳍片的厚度和长度之比不能超过1:18,所以在有限的空间内很难提高散热面积,故铝挤散热片散热效果比较差,很难胜任现今日益攀升的高频率cpu。
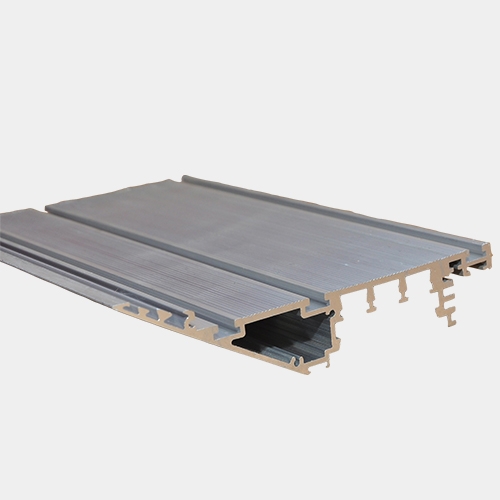
铝压铸技术
除铝挤压技术外,另一个常被用来制造散热片的制程方式为铝压铸,通过将铝锭熔解成液态后,填充入金属模型内,利用压铸机直接压铸成型,制成散热片,采用压注法可以将鳍片做成多种立体形状,散热片可依需求作成复杂形状,亦可配合风扇及气流方向作出具有导流效果的散热片,且能做出薄且密的鳍片来增加散热面积,因工艺简单而被广泛采用。一般常用的压铸型铝合金为adc12,由于压铸成型性良好,适用于做薄铸件,但因热传导率较差(约 96 w/m.k),现在国内多以 aa1070 铝料来做为铝型材压铸材料,其热传导率高达 200 w/m.k 左右,具有良好的散热效果。
另外在生产铝型材散热器的过程中可能还会用到的主要程序就是熔铸,其主要实现方式是:
1、配料:根据需要生产的具体合金的牌号,计算出各种合金成分的添加量,合理搭配各种原材料。
2、熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。
3、铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒和铝型材,在加工成铝型材散热器。